
泰安方盛機(jī)械設(shè)備有限公司
始終奉行“服務(wù)周到、誠(chéng)信為本”的經(jīng)營(yíng)宗旨
服務(wù)熱線
13853819009

第四,駕車未加氣的加氣混凝土體抗壓強(qiáng)度低,因而在加工過程中須保證輸送機(jī)械設(shè)備的穩(wěn)定運(yùn)作,并降低運(yùn)送全過程中坯料構(gòu)造的毀壞,進(jìn)而降低對(duì)產(chǎn)品品質(zhì)的危害。在加氣混凝土機(jī)器設(shè)備的生產(chǎn)制造中,欠佳的透氣性能也將會(huì)造成 汽泡裂開當(dāng)引進(jìn)茶壺時(shí)生坯的抗壓強(qiáng)度太低時(shí),在真空泵全過程中,墻壁布局沒法承擔(dān)坯料中的壓差;當(dāng)出氣孔不勻稱或不適合的氧化除油劑時(shí),也會(huì)造成崩裂;可是每一個(gè)暴發(fā)都是有自身的特性,假如石灰顆粒或皮膚毛孔布局不善,大家會(huì)依據(jù)不一樣標(biāo)準(zhǔn)開展調(diào)節(jié)。在加氣混凝土機(jī)器設(shè)備的加工過程中,毛胚的裂開關(guān)鍵體現(xiàn)在商品的外型上,脫離后的商品的外表面大面積約10厘米2,小拍劇一厘米2產(chǎn)生外表面,腐蝕的關(guān)鍵緣故是石灰顆粒過多點(diǎn)燃或未混和的石灰顆粒。因?yàn)樯翌w粒在鑄造件的靜止不動(dòng)終止期內(nèi)不容易被消化吸收,因而他們?cè)谘b進(jìn)鍋之后會(huì)快速溶散,而且伴隨著容積的擴(kuò)張商品會(huì)遭受毀壞消化吸收或割開后,原貌的石灰附聚物現(xiàn)在可以對(duì)生坯導(dǎo)致危害在高壓反應(yīng)釜維護(hù)保養(yǎng)全過程中。






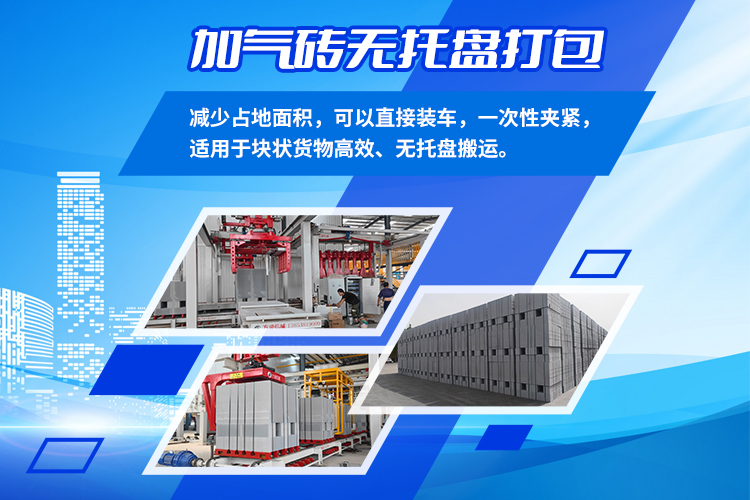
加氣塊打包線可將加氣混凝土砌塊制成品用心包裝,整個(gè)過程不用工作人員參加,大大的節(jié)省了人力成本,提升了生產(chǎn)效率,進(jìn)一步提高了加氣混凝土砌塊生產(chǎn)流水線的自動(dòng)化技術(shù)水平,為投資人節(jié)省了很多的項(xiàng)目投資成本費(fèi)。加氣塊打包線可考慮顧客的要求,另外融入她們的生產(chǎn)效率和費(fèi)用預(yù)算。“十分高”的加氣塊打包線每日分兩班制可做到每日60一輛車的裝車速率!以便做到這一速率,加氣塊打包線由兩根準(zhǔn)備線送料,并配置了4個(gè)堆疊夾,用以捏住磚層并將其持續(xù)堆疊。

加氣砌塊蒸壓及成品
坯體在釜前停車線上組隊(duì)進(jìn)行后,開啟會(huì)出釜的蒸壓釜釜門,先用起重機(jī)拖出釜內(nèi)的成品釜車,隨后再將提前準(zhǔn)備蒸壓的釜車配起重機(jī)拉進(jìn)蒸壓釜開展保養(yǎng)。釜車?yán)锏闹瞥善酚脴蚴狡鹬貦C(jī)吊到成品庫,隨后用叉式裝車運(yùn)往成品堆放場(chǎng),空釜車及釜底版吊回至回車鍵網(wǎng)上,清除后用起重機(jī)拉到碼架處開展下一次循環(huán)系統(tǒng)。
全新研制開發(fā)的加氣磚設(shè)備生產(chǎn)線選用自動(dòng)化技術(shù)自動(dòng)控制系統(tǒng),促使成條線完成了自動(dòng)化技術(shù)實(shí)際操作,進(jìn)一步提高了工作效能和工作中準(zhǔn)確度,進(jìn)一步提高了成條生產(chǎn)線的商品成品率,煤灰加氣磚設(shè)備選用的自動(dòng)切割機(jī)機(jī)器設(shè)備切割坯體,很好的解決了傳統(tǒng)式的手工制作激光切割出現(xiàn)的激光切割不,效率不高等難題,泰安方盛生產(chǎn)線相對(duì)性比別的生產(chǎn)線具備:自動(dòng)化技術(shù)水平高,實(shí)際操作便捷,生產(chǎn)量大,商品成品率高。
掃一掃手機(jī)網(wǎng)站





 在線客服
在線客服 13853819009
13853819009 tafangsheng@163.com
tafangsheng@163.com